
یک نقل قول دریافت کنید

+86-18862679789


admin@evertopest.com

عملکرد اکستروژن با جهت های چرخش مختلف متفاوت است؟
در پردازش اختلاط مواد، عملکرد اکسترودر دو پیچ به طور مستقیم اثر اختلاط مواد، راندمان تولید و کیفیت محصول نهایی را تعیین می کند. با توجه به جهت چرخش پیچ، اکسترودرهای دو مارپیچ به دو دسته اکسترودرهای دو مارپیچ هم چرخان و اکسترودرهای دو پیچی ضد چرخش تقسیم می شوند و تفاوت اصلی این دو در جهت چرخش پیچ است. چیزی که به نظر می رسد فقط تفاوت در جهت چرخش باشد، منجر به تمایزات قابل توجهی بین این دو در ویژگی های پردازش، ظرفیت اختلاط و سازگاری محصول می شود.
تفاوت اصلی بین دو مارپیچ هم چرخان و دو پیچ ضد چرخش در روند تعامل پیچ ها نهفته است:
• هنگامی که دو رزوه یک پیچ دوقلو دوار، مواد را فشار می دهند، رانش آنها روی هم قرار می گیرد.
• هنگامی که دو خط رزوه یک ماده دو مارپیچ ضد چرخش فشار می دهند، رانش های آنها یکدیگر را خنثی می کنند.
این اصل کار و ویژگی های عملکردی پیچ های دوقلوی هم چرخش و هم ضد چرخش را تعیین می کند.
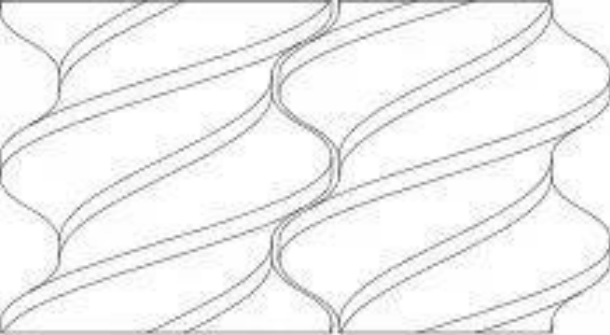
شکل 4 برازش پیچ دوقلو چرخشی
حالت جفت شدن پیچ دوقلوی هم چرخان در شکل 4 نشان داده شده است. دو پیچ پیچ دوقلو هم چرخان در یک جهت می چرخند و رزوه های پیچ هر دو سمت راست هستند. تعیین جهت انتقال مواد مانند مسیر تک پیچ است.
حالت جفت شدن پیچ دوقلو ضد چرخش در شکل 5 نشان داده شده است. دو پیچ پیچ دوقلو ضد چرخش در جهت مخالف و رزوه های دو پیچ در جهت مخالف می چرخند. دو پیچ به سمت بیرون می چرخند. یعنی در جهت اکستروژن سمت راست پیچ سمت چپ است که در جهت عقربه های ساعت می چرخد و سمت چپ پیچ سمت راست است که خلاف جهت عقربه های ساعت می چرخد.
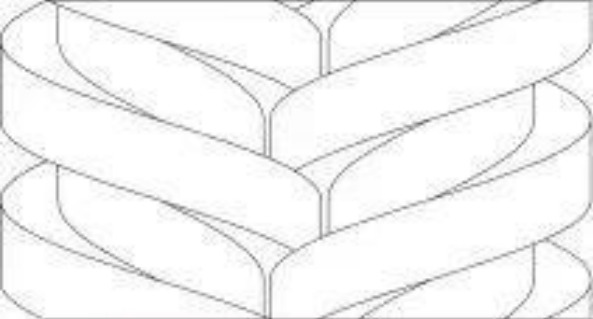
شکل 5 اتصال دو پیچ ضد چرخش
تجزیه و تحلیل نتایج آزمایش شبیه سازی
زمینه فیزیکی
1
میدان فشار
همانطور که از نقشه ابر فشار (شکل 6) و منحنی تغییرات فشار (شکل 7) مشاهده می شود:
در فرآیند اکستروژن دو مارپیچ همزمان، فشار در کانال جریان در نوسان است. با مراجعه به سازه پس از فیت دو پیچی همزمان (شکل 4)، مشخص شد که نوسان فشار با موقعیت رج پیچ به سمت بالا و پایین تغییر می کند. این به این دلیل است که رج پیچ یک قسمت بیرون زده بالا از سطح پیچ است و مواد اکسترود شده در هنگام عبور از رج پیچ تحت نیروهای اکستروژن و برشی قوی تری قرار می گیرند، بنابراین فشار اغلب در موقعیت رج پیچ نسبتاً زیاد است.
در اکستروژن دو مارپیچ ضد چرخش، فشار در رانر ابتدا در جهت اکستروژن افزایش و سپس کاهش مییابد و فشار بالای موضعی در موقعیت میانی رخ میدهد. با اشاره به ساختار اتصال دو پیچ ضد چرخش (شکل 5)، مشخص شد که فشار بالای موضعی در نقطه مشبک سازی در امتداد وسط جهت اکستروژن رخ می دهد. این به این دلیل است که دو پیچ در جهت مخالف می چرخند و جریان مواد در طول فرآیند اکستروژن ناهموار یا مسدود می شود که در موقعیت میانی تجمع می یابد و سپس فشار بالای محلی را در کانال تشکیل می دهد.
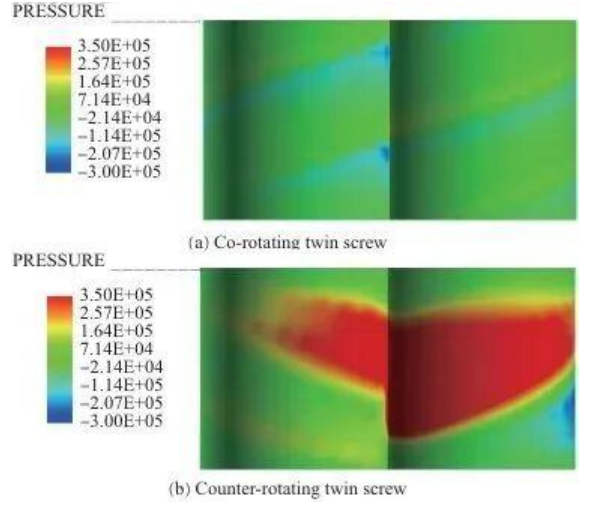
شکل 6 نمودار ابر فشار در رانر در طول فرآیند اکستروژن
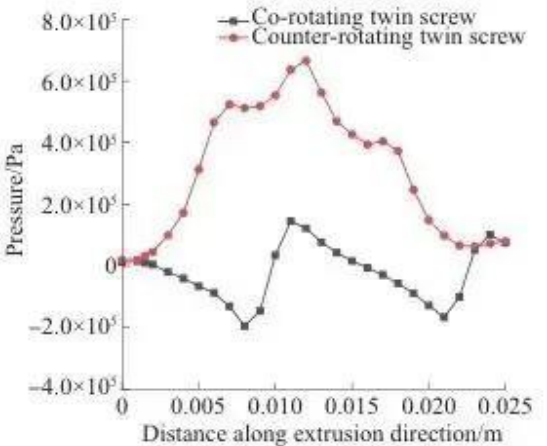
شکل 7 منحنی تغییرات فشار
2
میدان نرخ برشی
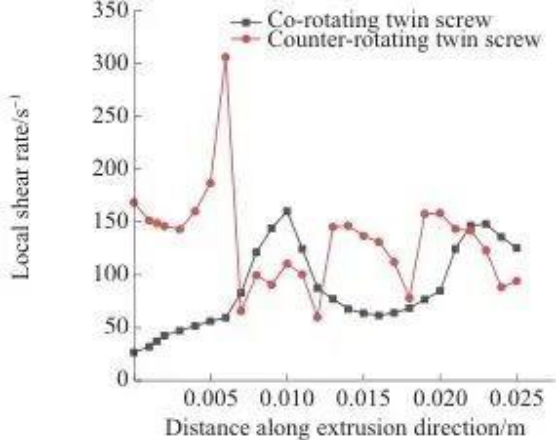
همانطور که از ابر نرخ برش (شکل 8) و منحنی تغییرات نرخ برش (شکل 9) مشاهده می شود:
در هر دو روش اکستروژن دو مارپیچ همزمان و اکستروژن دو مارپیچ ضد چرخش، نرخ برش در رج پیچ بیشتر و در شیار پیچ کمتر است. دلیل این پدیده این است که مواد در شکافهای باریک سریعتر جریان مییابند و شکاف بین برجستگیهای پیچ و دیواره داخلی بشکه کوچکتر است، بنابراین نرخ برش بیشتر است، در حالی که شکاف بین شیارهای پیچ و دیواره داخلی بشکه بزرگتر است، بنابراین نرخ برش کمتر است.
نرخ برش بالای موضعی در پیچ دوقلو ضد چرخش ناشی از نشتی است.
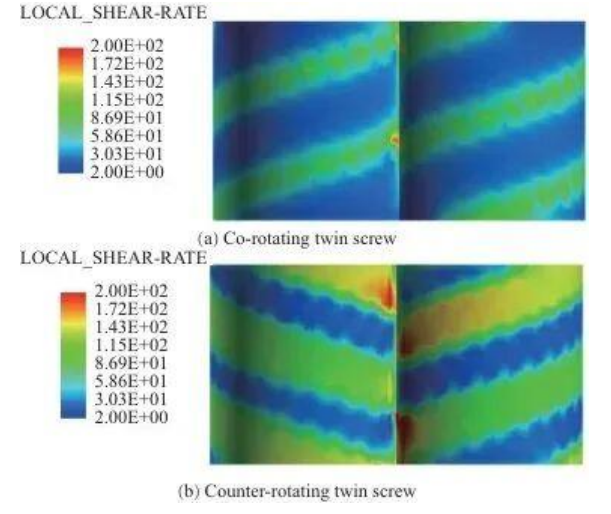
شکل 8 ابر نرخ برش در طول اکستروژن
شکل 9 منحنی تغییرات نرخ برشی
اختلاط عمدتاً به اختلاط توزیعی و پراکنده تقسیم می شود.
اختلاط توزیع شده برای توصیف فرآیند توزیع مواد استفاده می شود، که در آن مواد به طور مداوم تحت فشار روتور پیچ قرار می گیرند و هدایت می شوند.
اختلاط پراکنده برای توصیف فرآیندی استفاده می شود که در آن اندازه مواد تغییر می کند زیرا ذرات مواد دائماً کشیده و بریده می شوند. روش ذرات ردیاب برای انجام آمار ریاضی بر روی پارامترهای مسیر مانند زمان ماند، شاخص توزیع، مقیاس جداسازی و حداکثر توزیع تنش برشی برای تجزیه و تحلیل تفاوتها در عملکرد اختلاط بین دو پیچ دوتایی و دو پیچ ضد چرخش استفاده شد.
عملکرد اختلاط محوری
توزیع زمان اقامت یک شاخص مهم برای اندازه گیری عملکرد اختلاط محوری عناصر پیچ است. توزیع زمان ماند مواد در اکسترودرهای دو پیچ را به دو شکل توصیف میکند: تابع توزیع زمان ماند تجمعی و تابع توزیع زمان اقامت که به ترتیب با تابع احتمال و تابع چگالی احتمال بیان میشوند.
1 توزیع تجمعی زمان ماندن
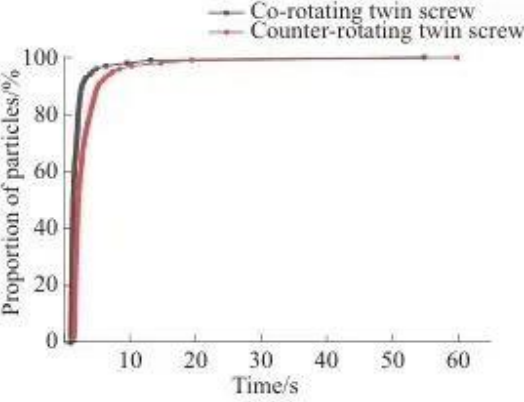
منحنی توزیع زمان ماند تجمعی (شکل 10) توزیع احتمال تجمعی زمان ماند سیال یا ماده در اکسترودر را توصیف می کند.
همانطور که در شکل 10 نشان داده شده است، در پیچ دوقلو چرخان، زمانی که ذرات ردیاب برای اولین بار از رانر خارج می شوند، 1.00 ثانیه، زمانی که آنها به طور کامل از رانر خارج می شوند، 54.82 ثانیه و عرض توزیع زمان ساکن 53.82 ثانیه است.
در پیچ دوقلو ضد چرخش، زمان برای اولین بار خروج ذرات ردیاب از کانال 1.48 ثانیه، زمان خروج کامل آنها از کانال 59.80 ثانیه و عرض توزیع زمان اقامت 58.32 ثانیه است.
منحنی توزیع زمان ماند تجمعی پیچ دوقلو دوار بالاتر از زمان ماندگاری تجمعی پیچ دوقلو در حال چرخش است و منحنی بالاتر نشان میدهد که ذرات بیشتری در یک لحظه معین از کانال خارج میشوند.
شکل 10 توزیع زمان ماند تجمعی
2 توزیع زمان سکونت
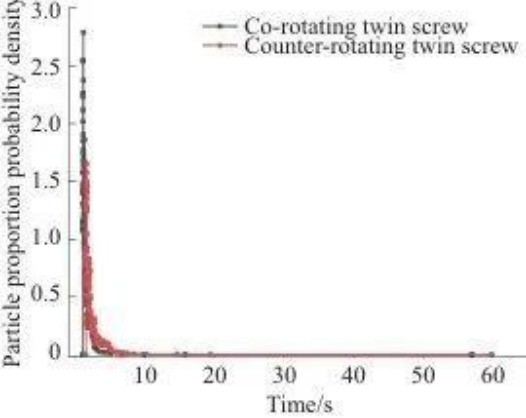
منحنی توزیع چگالی احتمال زمان ماندن، توزیع احتمال زمان ماندن ماده در اکسترودر را در دوره های زمانی مختلف توصیف می کند. چگالی احتمال بالاتر به معنای احتمال بیشتر اقامت مواد در آن دوره است، در حالی که چگالی احتمال کمتر نشان دهنده زمان اقامت نسبتاً کوتاهتر است. از تابع چگالی احتمال توزیع زمان اقامت (شکل 11)، مشخص است که:
در پیچ دوقلو هم چرخان، اکثر ذرات در 1.00 تا 1.99 ثانیه متمرکز می شوند و در پیچ دوقلو ضد چرخش، اکثر ذرات در 1.48 تا 2.97 ثانیه متمرکز می شوند. منحنی متناظر پیچ دوقلو دوار بیشتر به سمت چپ است و قله بالاتر است، که نشان میدهد ظرفیت انتقال دو پیچ همدوران قویتر است. دلیل این پدیده ممکن است این باشد که در طی فرآیند اکستروژن دو مارپیچ همزمان، مواد به زور توسط پیچ در مسیری به شکل "∞" منتقل می شوند.
در اکستروژن دو مارپیچ ضد چرخش، مواد به شکل "C" حرکت می کنند و به طور مکرر در محفظه C شکل مخلوط می شوند و واکنش نشان می دهند و در نتیجه زمان ماند طولانی می شود.
شکل 11 توزیع زمان ماندن
عملکرد اختلاط توزیع شده
1 شاخص توزیع
شاخص های توزیع خواص رئولوژیکی و رفتار جریان مواد اکسترود شده را توصیف می کنند. از منحنی شاخص توزیع (شکل 12) می توان دریافت که یکنواختی توزیع پیچ دوقلو ضد چرخش بهتر از پیچ دوقلو هم چرخان است.
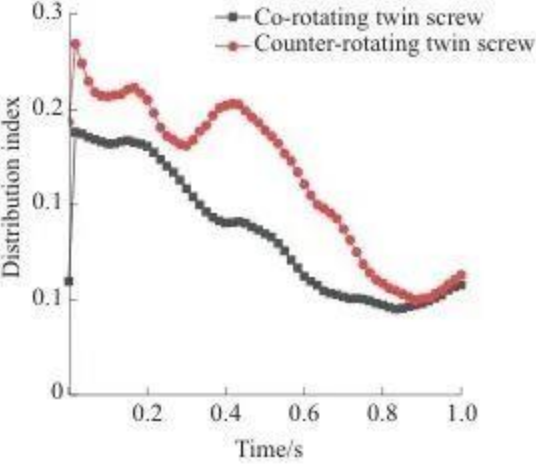
شکل 12 شاخص توزیع
2 مقیاس جداسازی
مقیاس های جداسازی فرآیندهای اختلاط توزیع شده را مشخص می کنند. شکل 13 منحنی مقیاس جداسازی را نشان می دهد. در لحظه اولیه، دو ذره در دو طرف ورودی قرار دارند، بنابراین مقدار مقیاس جداسازی بزرگ است. با افزایش زمان، مقیاس جداسازی تحت اثر اختلاط پیچ کاهش می یابد، منحنی کاهش می یابد، درجه اختلاط توزیع ذرات سطحی به تدریج عمیق می شود و یک پدیده نوسان در طول فرآیند وجود دارد که ناشی از تجمع ذرات در طول فرآیند جریان است.
منحنی مقیاس جداسازی پیچ دوقلو هم چرخان همیشه پایین تر از پیچ دوقلو ضد چرخش است، که نشان می دهد که در توزیع یکنواخت تر است.
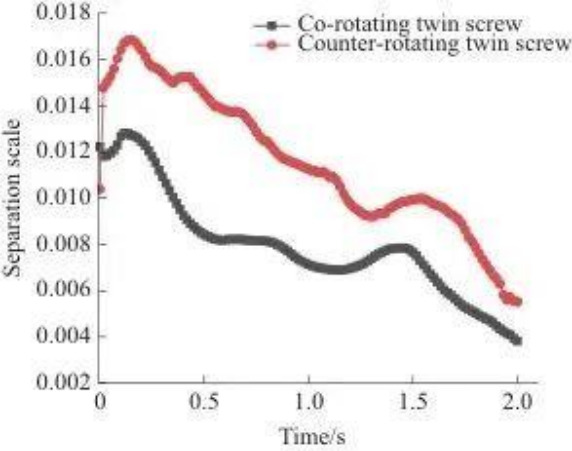
شکل 13 مقیاس جداسازی
در اکستروژن دو مارپیچ همزمان، دو پیچ در یک جهت می چرخند و یک اثر برشی قوی در نقطه مشبک ایجاد می کنند و مواد چندین بار بین پیچ ها مبادله می شوند که به دستیابی به اختلاط توزیع یکنواخت کمک می کند.
در اکستروژن دو مارپیچ ضد چرخش، بیشتر مواد در محفظه C شکل باقی میمانند و تنها مقدار کمی از مواد از شکاف خارج میشود تا در معرض برش و کشش قرار گیرد. آب بندی خوب است، جریان نامنظم مواد را در رانر کاهش می دهد و در نتیجه یکنواختی مخلوط نیز کاهش می یابد.
عملکرد پراکندگی و اختلاط
فرآیند پراکندگی و اختلاط فرآیندی است که در آن اندازه ذرات مدام کاهش مییابد و نیروهای برشی و کششی که ذرات مواد متحمل میشوند، نقش مهمی در این فرآیند دارند.
حداکثر تنش برشی تجربه شده توسط ذره ردیاب، فرآیند برشی را نشان می دهد که ذره ردیاب در طول فرآیند اکستروژن دو مارپیچ متحمل می شود. هر چه نسبت ذرات ردیاب با برش بالا بیشتر باشد، اثر پراکندگی پیچ بهتر است.
شکل 14 منحنی احتمال تنش برشی حداکثر را نشان می دهد. همانطور که از شکل 14 مشاهده می شود، منحنی مربوط به پیچ دوقلو ضد چرخش بالاتر از منحنی دو مارپیچ هم چرخان است.
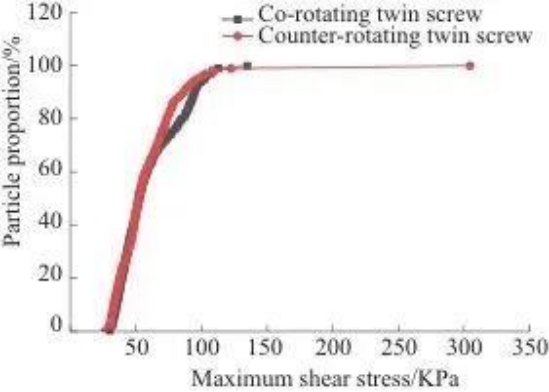
شکل 14 حداکثر احتمال تنش برشی
شکل 15 منحنی چگالی احتمال تنش برشی حداکثر را نشان می دهد. از شکل 15 می توان دریافت که حداکثر تنش برشی متحمل شده توسط ذره در اوج برآمدگی منحنی متمرکز شده است.
دو ویژگی منحنی نشان می دهد که پیچ دوقلو ضد چرخش توانایی پراکندگی قوی تری دارد و می تواند اثرات برشی و کششی قوی تری نسبت به پیچ دوقلو دوار همزمان ایجاد کند.
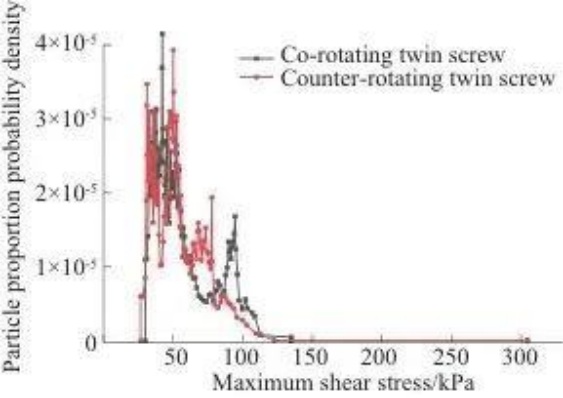
شکل 15 حداکثر چگالی احتمال تنش برشی
تجزیه و تحلیل نتایج تجربی
آنالیز تست ضربه کششی
شکل 17 و 18 به ترتیب داده های تست کشش و ضربه را نشان می دهد.
استحکام کششی و کرنش کششی در شکستن خطوط مواد اکسترود شده توسط اکستروژن دو مارپیچ همزمان اندکی بیشتر از اکستروژنهای اکسترود شده با اکستروژن دو مارپیچ ضد چرخش بود.
جذب انرژی ضربه و استحکام ضربه خطوط مواد اکسترود شده توسط اکستروژن ضد پیچ کمی بیشتر از اکسترود شده توسط اکستروژن هم پیچ است.
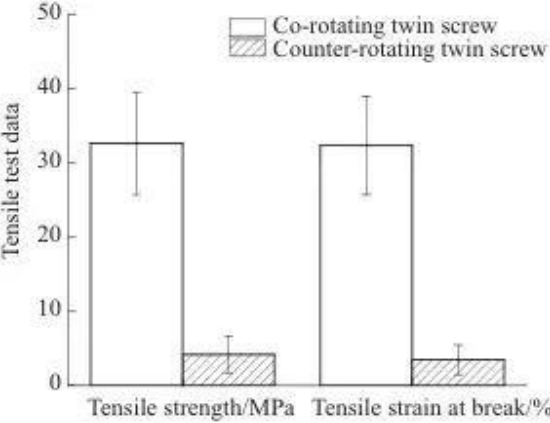
شکل 17 داده های تست کشش
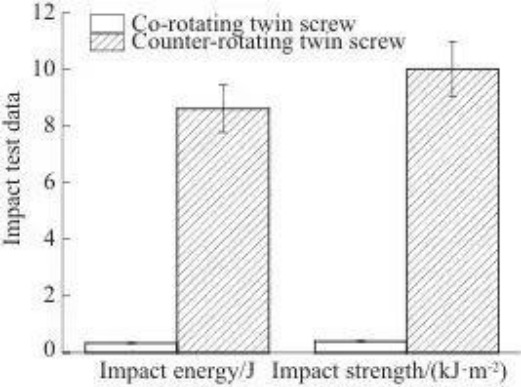
شکل 18 داده های تست ضربه
نتایج آزمایش رئولوژیکی
خواص رئولوژیکی پلیمرها معمولاً در مدول ذخیره سازی (G')، مدول از دست دادن (G') و ویسکوزیته کامپوزیت (η*) منعکس می شود. مدول ذخیره سازی منعکس کننده خاصیت ارتجاعی ماده، مدول از دست دادن ویسکوزیته ماده و ویسکوزیته کامپوزیت وزن مولکولی را منعکس می کند. سیالیت مذاب پلیمری به توانایی حرکت بخش های زنجیره مولکولی بستگی دارد. اکستروژن پیچ ساختار مولکولی PLA را تغییر می دهد و باعث می شود زنجیره های مولکولی آن شکسته شده و ویسکوزیته آن کاهش یابد.
شکل 19 منحنی ویسکوزیته کامپوزیت η* را با فرکانس زاویه ای نشان می دهد. از شکل 19 مشاهده می شود که η* با افزایش فرکانس زاویه ای کاهش می یابد.
به دلیل تفاوت ساختاری، پیچ دوقلو ضد چرخش توانایی پراکندگی و اختلاط قویتری دارد و زنجیره مولکولی کاملاً شکسته میشود. بنابراین، η* ماده اکسترود شده توسط پیچ دوقلو ضد چرخش کمتر از مارپیچ دوقلوی دوار است.
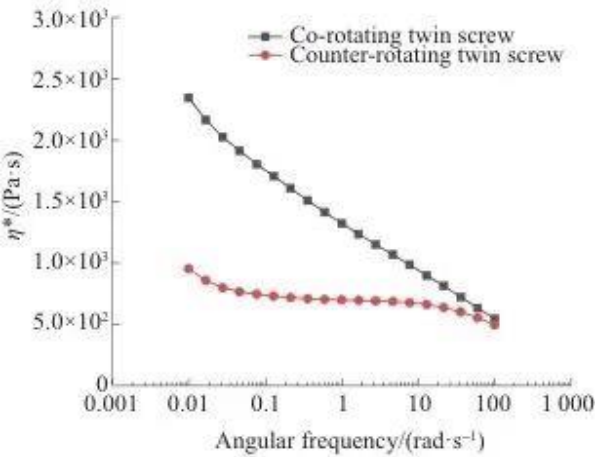
شکل 19 منحنی های η * با فرکانس زاویه ای
خلاصه
مزایای اکسترودرهای دو مارپیچ همزمان:
• میدان جریان (به ویژه فشار) نسبتاً پایدار است.
• توانایی اختلاط توزیع بسیار قوی، یکنواختی بالای توزیع مواد.
• زمان کوتاه ماندن مواد و راندمان انتقال بالا، پردازش مواد حساس به حرارت را تسهیل می کند و خطر تخریب حرارتی را کاهش می دهد.
• محصولات اکسترود شده دارای خواص کششی بهتری هستند.
مزایای اکسترودرهای دو مارپیچ ضد چرخش:
• ظرفیت ایجاد فشار قوی تر (اما مراقب فشار زیاد محلی احتمالی باشید).
• برش شدیدتر، پراکندگی برتر و توانایی اختلاط. می تواند اثر کششی قوی تری ارائه دهد.
• زمان ماندگاری طولانیتر و توزیع گستردهتر مواد، مناسب برای فرآیندهایی که نیاز به واکنش یا زمان اختلاط کافی دارند.
• محصولات اکسترود شده استحکام ضربه بالاتر و ویسکوزیته مذاب کمتری دارند (شکستگی زنجیره مولکولی کاملتر).
یک خط تولید پانل های کامپوزیت نسوز نسوز درجه یک سیستم تولیدی مهندسی شده برای تولید پانل های کامپوزیتی با سطح فلزی است که مواد اصلی آن با بالاترین طبقه بندی غیر قابل احتراق مورد استفاده در دکوراسیون بیرونی و داخلی ساختمان مطابقت دارد. از نظر عملی، انتخاب این نوع خ...
View Moreمواد خام FR ترکیب هسته مقاوم در برابر شعله است که در داخل پانل های کامپوزیت آلومینیومی مقاوم در برابر آتش استفاده می شود و به طور کلی به دو شکل عرضه می شود: گرانول که گلوله های خام وارد تجهیزات اکستروژن می شوند و رول هسته یا کویل هسته که ورق هسته پیوسته تمام شده آماده بر...
View Moreیک خط تولید کامل پانل به ندرت روی واحد پرس اصلی یا لمینیت خود می ایستد یا می افتد. در عمل، تجهیزات کمکی برای خط تولید پانل تنظیمات - ماشینهای تسطیح، واحدهای لایهبرداری، سکوهای بالابر، روکشها، میکسرهای خشک، کلندرها، T-Dies و مبدلهای خودکار فیلتر - چیزی است که ...
View Moreیک خط تولید پوشش رنگی آلومینیوم سیستم تجهیزاتی است که برای اعمال و پخت یک رنگ بادوام روی سیم پیچ یا نوار آلومینیومی در یک فرآیند مداوم و خودکار استفاده میشود و این یک سرمایهگذاری عملی برای تولیدکنندگانی است که به کیفیت سطح ثابت در حجمهای خرو...
View More
خوشه های صنعتی دهکده تانشانگ، جاده گانگوآ، شهر جینگانگ، شهر ژانگجیاگانگ، استان جیانگ سو، چین

+86-18862679789
+86-15555592012
+86-13140831504

+86-0512-56720211

admin@evertopest.com
admin@acp-line.com
حق چاپ © Zhangjiagang Hongyang Machinery Equipment Co., Ltd. تمامی حقوق محفوظ است. تولیدکنندگان خط تولید پنل کامپوزیت سفارشی






